电脑横机3系统与2系统-横机电脑系统升级
1.毛织电脑机有哪几种系统类型
2.飞虎电脑横机edc-08ape-h-f摇床伺服怎样调
3.电脑横机的单系统和双系统有什么区别?
毛织电脑机有哪几种系统类型

单系统电脑横机,双系统电脑横机。
1、单系统电脑横机:单系统电脑横机是一种双针板舌针纬编织毛织机。
2、双系统电脑横机:双系统电脑横机适合做比较复杂的花型,机头走一行,能够同时带两把纱嘴,但是做大部分简单花型时可能要关掉其中一个系统。
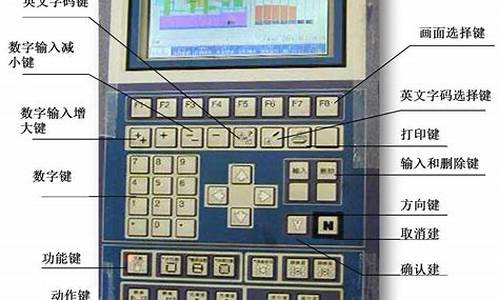
飞虎电脑横机edc-08ape-h-f摇床伺服怎样调
、机:机器确接电源按起关听三声嘟声音进入机器内存自检画面进入主画面 二、磁盘管理:按磁盘作业按键进入磁盘作业菜单 1.列磁盘目录:列磁盘所文件; 2.作文件输入内存:CNT文件输入内存; 3.花板文件输入内存:PAT文件输入内存; 4.内存作文件输入磁盘:内存CNT文件复制磁盘; 5.内存花板文件输入磁盘:内存PAT文件复制磁盘; 6.格式化1.44MB磁盘:磁盘格式化; 7.磁盘文件删除:磁盘某文件删除; 8.字库文件输入内存:系统升级需新字库文件输入内存; 9.8位厂标照片输入内存:PIC文件输入内存跟改屏幕显示 三、内存管理: 1.内存花选择:选择所用花板文件按C键进行机器文件参数复制; 2.内存程式编辑:查看编辑每页程式进入程式编辑画面等行号色代号编织指令进行跳行编辑F3返首行F4行F5用于纱嘴交换(系统二系统交换)F6纱嘴替换随意替换纱嘴; 3.内存花编辑:进入画面我清楚看花组织同作简单修改功能键F1用于跳行; 4.删除花:删除指定内存花输入文件编号即键选择与否; ; 5.总清花:按键系统警告提示确定删除内存所花即刷新内存所花板文件丢失 四、系统工作参数设定:设置机器辅助功能 1.设定机器系统参数:按键密码提示输入显示输入密码1618即进入系统参数设定菜单: (1).针零位:设定读针起始位置及针距机器总针数(设定项参数前应先同步带齿校)具体操作先机器左边准第1枚针即按F1设定针零位; (2).左系统纱嘴右行零位:左系统任意带1枚纱嘴用手推第1枚针位置(右行)按F1即确定; (3).左系统纱嘴左行零位:左系统任意带1枚纱嘴用手推第1枚针位置(左行)按F1即确定; (4).右系统纱嘴右行零位:右系统任意带1枚纱嘴用手推第1枚针位置(右行)按F1即确定; (5).右系统纱嘴左行零位:右系统任意带1枚纱嘴用手推第1枚针位置(左行)按F1即确定; (6).机左限位:机推左边限位关处按F1即 (7).机右限位:机推右边限位关处按F1即 (8).横机英寸针数:设置机器针距默认14针 (9).选针器右行补尝:机器右行乱针现象请补尝参数每补尝范围0.2左右机器高速乱针减参数机器低速乱针增参数 (10). 选针器左行补尝:机器右行乱针现象请补尝参数每补尝范围0.2左右机器高速乱针增参数机器低速乱针减参数 2.设定机器参数: (1).纱嘴停放修值:设定机器高速低速纱嘴停放位置(1-14); (2).电磁铁高压:用于高速各种电磁铁通电间般需要调整; (3).选针器高压:设定选针器刀片工作电流般调2,太能烧坏选针器(1-9); (4).选针器低压:项用调; (5).度目马达复位速度:设定项参数调整度目马达复位速度数字越马达复位速度越快(1-10); (6).度目马达高复位速度:设定项参数调整度目马达工作速度数字越马达复位速度越快(1-10); (7).同步带齿距校:用于修同步带短及带轮误差先机器复位用手机推第枚插片位置进入项按车键屏幕显示3位置按1号键确定左边机推右边1枚插位置按2号键确定右边按3号键结车确认即;(8).横机总针数:设定机器总针数; (9)克否效:项般设否; (10).单面度目零位修:用于微调度目马达位置(单面) 3.设定机器参数: (1).四平度目零位修:用于微调度目马达位置(四平); (2).摇床位置修:调整摇床翻针位置; (3).摇床翻针位置修:调整摇床翻针位置; (4).系统参数读入电盘:所系统参数存入电盘; (5).电盘读系统参数:机器系统参数发意外丢失存电盘参数读取(暂用); (6).系统参数写入磁盘:所系统参数存入磁盘备用; (7).磁盘读系统参数:机器系统参数发意外丢失存磁盘参数读取(扩展名.sys) (8).工作参数写入磁盘:使用花型文件工作参数复制磁盘(扩展名.wok) (9).磁盘读工作参数:磁盘工作参数复制使用任何花型文件 (10).初始化工作参数:按车键密码输入提示输入8888车确认即所系统参数工作参数初始化项操作要 4.设定工作参数: (1).起始针:设定花型第几枚针始编织; (2).主马达高速:设定主马达运行高速度(0-100); (3).主马达限制速度:设定主马达(按F3)速度(0-100); (4).主马达低速:设定主马达慢速速度(0-40); (5).主马达复位速度:设定机器复位速度项速度能太快否则影响读针(0-20般10); (6).主马达高速度:设定主马达高速度百比(0.1-1.2); (7).自归零件数:设定机器做守几件归零默认10件; (8).机撞针灵敏度:设定机撞针电脑报警灵敏度; (9).主罗拉停止力矩:机器编织状态退停止状态主罗拉应保持定力矩默认30; (10).机转距:机编织区距离 5.机器参数: (1).床沉降片翻针位; (2).床沉降片左行位; (3).床沉降片右行位; (4).前床沉降片翻针位; (5).前床沉降片左行位; (6).前床沉降片右行位; (7).屏幕保护等待
电脑横机的单系统和双系统有什么区别?
简单结构特点和工作速度:
电脑横机机头内可以安装一个和多个成圈系统,现在市面上出现最多可以有8个成圈系统。现在就以单和双系统为例说一下它们的工作特点和基本理论效率:目前主流的单系统电脑横机顾名思义就是单机头一个系统,单系统电脑横机又可以分为双单系统和纯单系统两种:
简单的说纯单系统的电脑横机就和手摇横机的休止横机一样的,结构简单,针板是和手摇横机一样的简单针板,可以实现编织,翻针,和不织功能,简易机型不能绝对实现无规则吊目,可以在花型设计上特殊处理来实现无规则吊目,今年出现的特殊结构的纯单机器可以实现。常规机器机头来回走一次是2行(1转),做基本的机织组织可以实现,在某种程度上替代了手摇横机,由于成本比较低,去年和今年得到了比较快的的发展。
双单系统的电脑横机,是在国产双系统电脑横机的基础上,简单的说切一半系统的意思,可以实现三针道编织技术,可以随意的编织,翻针,吊目,插片式针床,速度比较快,除了多色提花工作效率比较慢,因为一行只可以带一种颜色(除了盖毛外),效率不高。编织组织类织物,工作效率比双系统分之一强。它和纯单机器的优点是目比较均匀,机头回转速度快。
双系统是把两个机头并在一起,机头来回走一次是4行(2转)。从时间效率来看肯定是双系统的好,提组织的话同样一件衣服可以节省时间,在提花组织总体效率上,双系统比较高,在编织特殊组织,可以实现一个系统编织一个系统翻针,速度比较快,生产效率高。缺点是编织单面织物时双系统编织,会出现密度不均匀。
主要特点比较:
双系统电脑横机适合做比较复杂的花型,可以实现双系统翻针,一口编织一口翻针,机头走一行,能够同行带多把纱嘴。绝对工作效率在复杂花型上占优势。但是做大部分简单花型时为了产品质量只要求可能要关掉其中一个系统。
单系统电脑横机做普通货(尤其是单边)比较合算,机头轻,运转灵活,做复杂花型就慢了,因为单系统就一口,不能实现一口编一口翻。
区别在花型上,只要是单系统能织的花型双系统都能织,而相对复杂的花型上单系统就没有双系统的速度。
运营成本:
单系统的价格无疑是比双系统便宜很多的,所以市场上的销售价格也有不同,单系统机跟双系统一天24个小时工作,由于它的结构特点比双系统功率也小一点,一天的电费底一些。单系统电脑横机在一个时段内,是手摇横机和半自动横机想大电脑横机过度的理想产品,是比较合算的,因此单系统代替人工是大势所趋。
整体来说,从速度、花型、价格这三方面因素综合考虑,我们可以看到,单系统电脑横机是成本投入价格上占优势,总体速度和花型上是双系统占优势。就目前的一些情况来说,单系统电脑横机之所以能够卖得火爆,还是受价格因素的影响,不管怎样,这是毛衫企业进行设备更新的一个过渡,也是电脑横机发展的一个必经阶段,未来可能还是以双系统居多。
因此,到底是购买双系统电脑横机还是单系统电脑横机,应该就毛衫企业各自的情况而定,根据自己企业所做毛衫的花型特点和发展方向,搭配购买,最大程度的节约成本,提高工作效率。
声明:本站所有文章资源内容,如无特殊说明或标注,均为采集网络资源。如若本站内容侵犯了原著者的合法权益,可联系本站删除。